PA 6 vs PA 12: Ydinero yhdellä silmäyksellä
PA 6 (Polyamidi 6, joka tunnetaan myös nimellä Nylon 6) ja PA 12 (Polyamidi 12, joka tunnetaan myös nimellä Nylon 12) ovat molemmat polyamidiperheen teknisiä kestomuoveja, mutta ne eroavat toisistaan merkittävästi molekyylirakenteen, kosteuden imeytymisen, kemiallisen kestävyyden, mekaanisten ominaisuuksien ja käsittelykäyttäytymisen suhteen. Niiden nimissä oleva numero viittaa hiiliatomien määrään monomeeriketjussa - PA 6 on valmistettu kaprolaktaamista (6 hiiltä), kun taas PA 12 on johdettu laurolaktaamista (12 hiiltä). Tämä näennäisesti yksinkertainen rakenteellinen ero saa aikaan dramaattisesti erilaisia materiaalikäyttäytymiä todellisissa sovelluksissa.
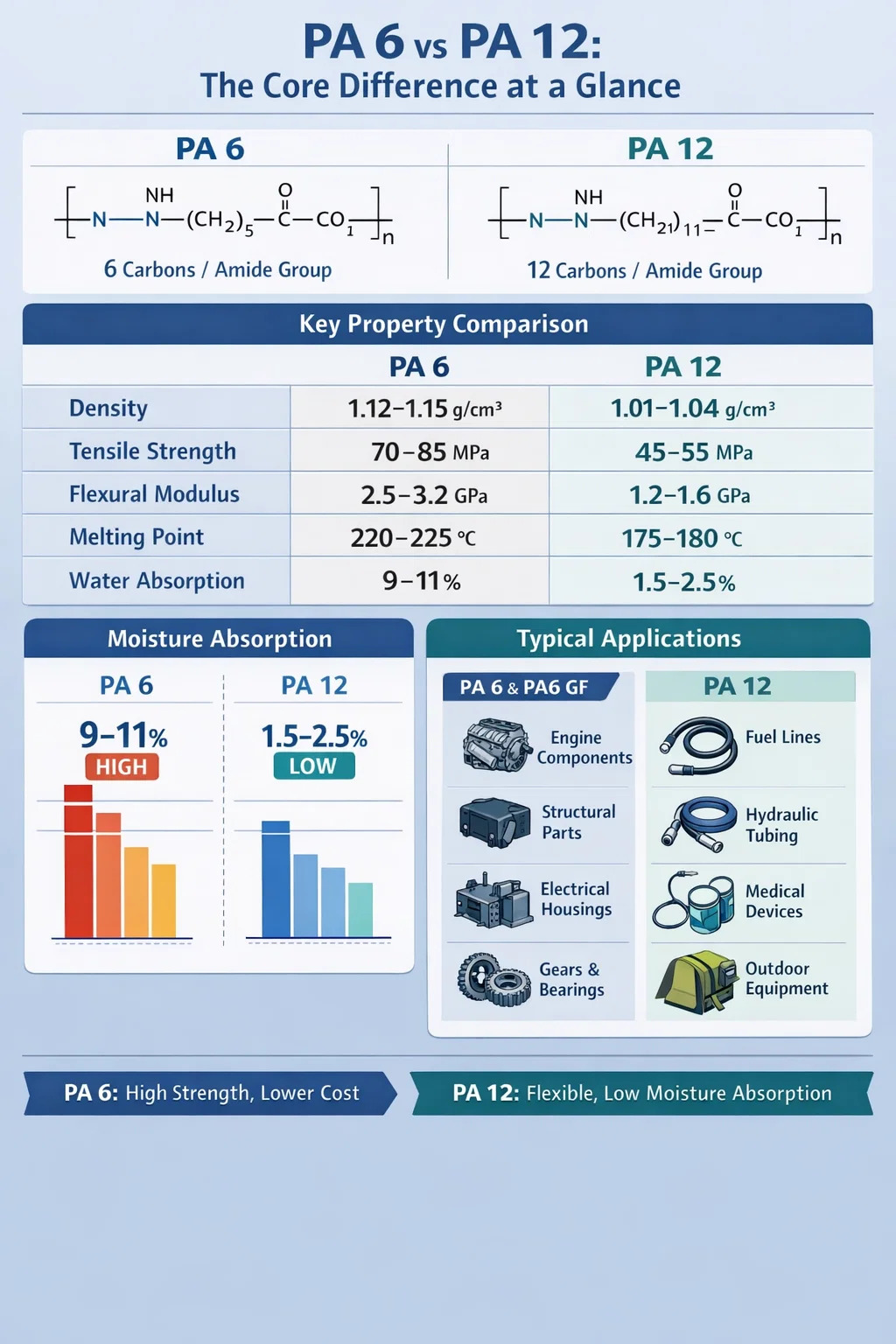
Lyhyesti: PA 6 tarjoaa suuremman jäykkyyden, paremman mekaanisen lujuuden ja alhaisemmat kustannukset, joten se sopii ihanteellisesti rakenne- ja kantaviin komponentteihin. PA 12 loistaa mittojen stabiilisuudessa, alhaisessa kosteuden imeytymisessä ja joustavuudessa, joten se on ensisijainen valinta putkiin, polttoainelinjoihin ja ulkokäyttöön, missä kosteudenkestävyys on kriittinen. Kun lasikuitulujitetta lisätään - muodostus PA6 GF materiaalit — PA 12:n suorituskykyero jäykkyyden osalta levenee entisestään PA 6:n eduksi.
Molekyylirakenne ja amidiryhmän tiheys
Pohjimmainen ero PA6:n ja PA12:n välillä on siinä, kuinka usein amidiryhmiä (-CO-NH-) esiintyy pitkin polymeerirunkoa. PA 6:ssa amidisidos esiintyy joka 6. hiiliatomissa. PA 12:ssa etäisyys ulottuu 12 hiiliatomiin kunkin amidisidoksen välillä.
Amidiryhmät ovat hydrofiilisiä - ne houkuttelevat ja sitovat vesimolekyylejä vetysidoksen kautta. Tämä tarkoittaa, että PA 6, jolla on korkeampi amidiryhmätiheys, imee huomattavasti enemmän kosteutta kuin PA 12. PA 6 voi imeä jopa 9–11 % kosteutta kyllästyessään vedessä, kun taas PA 12 vain noin 1,5–2,5 %. Tämä ei ole vähäinen ero – se vaikuttaa suoraan mittojen vakauteen, mekaaniseen suorituskykyyn ja sähköisiin ominaisuuksiin tuotteen käyttöiän aikana.
PA 12:n pidempi alifaattinen ketju lisää myös ketjun liikkuvuutta ja alentaa lasittumislämpötilaa. PA 12 pysyy joustavana jopa -40 °C:n lämpötiloissa, minkä vuoksi sitä käytetään laajalti autojen polttoaineissa ja jarrulinjoissa kylmän ilmaston sovelluksissa.
Avainominaisuuksien vertailu: PA 6 vs PA 12
Alla oleva taulukko tarjoaa vierekkäisen teknisen vertailun tärkeimmistä materiaaliominaisuuksista suunnittelijoille, jotka valitsevat näiden kahden polyamidin välillä.
| Omaisuus | PA 6 | PA 12 |
|---|---|---|
| Tiheys (g/cm³) | 1.12–1.15 | 1.01–1.04 |
| Vetolujuus (MPa) | 70–85 | 45–55 |
| Taivutusmoduuli (GPa) | 2,5–3,2 | 1,2–1,6 |
| Sulamispiste (°C) | 220-225 | 175-180 |
| Veden imeytyminen (kyllästys, %) | 9–11 | 1,5–2,5 |
| Matalissa lämpötiloissa joustavuus | Kohtalainen | Erinomainen (-40 °C asti) |
| Kemiallinen vastustuskyky | Hyvä | Erinomainen |
| UV-kestävyys | Kohtalainen | Hyvä |
| Suhteellinen materiaalikustannus | Matala | Korkea (2–3 × PA 6) |
| Prosessoitavuus | Erinomainen | Hyvä |
Kosteuden imeytyminen ja mittavakaus
Kosteuden imeytyminen on yksi kriittisimmistä tekijöistä, joka erottaa PA 6:n PA 12:sta käytännön suunnittelussa. PA 6 osat voivat muuttaa mittojaan jopa Pituus 1,5-2,0 % koska ne imevät ilmakehän kosteutta ajan kuluessa muovauksen jälkeen. Tämä tekee vahvistamattomasta PA 6:sta valmistetuista tarkkuuskomponenteista haastavia käytettäviksi tiukkojen toleranssien kokoonpanoissa, ellei muotoiluun oteta huomioon ilmastointia tai lasikuituvahvistusta ei käytetä mittamuutosten vaimentamiseen.
PA 12 sitä vastoin osoittaa alle 0,5 %:n mittamuutoksia samoissa olosuhteissa. Tämä tekee siitä paljon ennakoitavamman käytössä ja on yksi tärkeimmistä syistä, miksi suunnittelijat valitsevat PA 12:n hydrauliliittimille, tarkkuusliittimille ja pienireikäisille putkille, joissa sopivuuden ja toiminnan on pysyttävä yhtenäisenä muuttuvissa kosteusympäristöissä.
Kosteus vaikuttaa myös mekaanisiin ominaisuuksiin. PA 6 -osalla, joka on testattu kuivana valettuina, vetolujuus saattaa olla 80 MPa, mutta 50 %:n suhteellisessa kosteudessa tasapainokosteuspitoisuuteen vakauttamisen jälkeen se voi pudota noin 55–60 MPa:iin. Tämä on tunnettu kompromissi, joka on otettava huomioon määritettäessä PA 6 rakennesovelluksiin. PA 12:ssa on paljon vähemmän vaihtelua – sen säädetyt mekaaniset ominaisuudet pysyvät lähellä sen kuiva-arvoja, mikä yksinkertaistaa materiaalin määrittämistä suunnittelijoiden kannalta.
Lasikuituvahvistettu PA 6: Mitä PA6 GF -materiaalit tuovat pöytään
Kun lasikuitua lisätään PA 6:een, tuloksena oleva PA6 GF -materiaali (saatavana yleisesti nimellä PA6 GF15, PA6 GF30, PA6 GF50 jne., jossa numero ilmaisee lasikuitupitoisuuden painoprosentteina) muuttuu dramaattisesti jäykkyydessä ja lujuudessa. Tämä on yksi teknisten muovien yleisimmin käytetyistä vahvistusstrategioista.
Kuinka lasikuitu muuttaa PA 6:n suorituskykyä
PA6 GF30 (30 % lasikuituvahvistettu PA 6) on yleisimmin määritelty laatu. Se toimittaa:
- Vetolujuus 170-190 MPa , yli kaksinkertainen verrattuna vahvistamattomaan PA 6
- Taivutuskerroin 8-10 GPa , verrattuna puhtaan PA 6:n 2,5–3,2 GPa:aan
- Vähentynyt kosteuden imeytyminen – lasikuitu itsessään ei ime vettä, joten tehokas kosteudenotto komposiitissa on huomattavasti pienempi kuin puhtaassa PA 6
- Parannettu mittastabiilisuus – vääntyminen ja muotin jälkeinen kutistuminen vähenevät, vaikka anisotrooppisesta kutistumisesta tulee uusi näkökohta kuitujen suuntauksen vuoksi
- Lämmönpoikkeaman lämpötila nousee noin 200-210°C (vs. ~185°C puhtaalle PA 6:lle 1,8 MPa:n kuormalla)
PA6 GF -materiaaleja käytetään laajalti autojen imusarjoissa, moottorin kansissa, rakennetuissa, sähkökoteloissa ja teollisuuspumppukomponenteissa. Korkean jäykkyyden, hyvän lämmönkestävyyden ja suhteellisen alhaisten raaka-ainekustannusten yhdistelmä tekee PA6 GF30:sta yhden markkinoiden kustannustehokkaimmista teknisistä yhdisteistä.
PA6 GF vs PA 12: Suora vertailu
Kun verrataan PA6 GF -materiaaleja vahvistamattomaan PA 12:een, valinta tulee vivahteikkaammaksi. PA6 GF30 ylittää PA 12:n huomattavasti jäykkyyden ja lämmönkestävyyden suhteen, mutta PA 12 voittaa silti joustavuuden, polttoaineiden ja hydraulinesteiden kemiallisen kestävyyden sekä matalien lämpötilojen sitkeyden. Jos sovellus vaatii jäykkää rakenneosaa, joka toimii korkeissa lämpötiloissa, PA6 GF on selkeä voittaja. Jos osa on joustava polttoaineletku tai liitin, joka on alttiina jarrunesteelle ja -30°C:n talvilämpötilalle, PA 12 on edelleen oikea valinta.
Kemiallinen kestävyys: Missä PA 12 toimii paremmin
PA 12 kestää erinomaisesti monia kemikaaleja PA 6:aan verrattuna. Pienempi amidiryhmän tiheys tekee siitä kestävämmän hydrolyysiä ja happoja, emäksiä ja orgaanisia liuottimia vastaan. Autoteollisuuden sovelluksissa tämä tarkoittaa parempaa kestävyyttä:
- Polttoaineet, mukaan lukien etanolisekoitukset (E10, E85) ja diesel
- Hydrauli- ja jarrunesteet (DOT 4 ja DOT 5.1)
- Sinkkikloridi ja kalsiumkloridi tiesuolat
- Autojen rasvat ja voiteluöljyt
PA 6 toimii riittävästi monissa näistä ympäristöistä, mutta se voi osoittaa jännityshalkeilua, kun se altistuu sinkkikloridille mekaanisen kuormituksen alaisena - ilmiö tunnetaan ympäristöjännityshalkeiluna (ESC). Tämä on perinteisesti ollut ongelma PA 6 -klipsien ja -kiinnikkeiden kanssa konepellin alla olevissa ympäristöissä, joissa on tiesuoloja sisältäviä roiskeita. PA 12 on huomattavasti vähemmän altis tämän tyyppisille vaurioille.
Farmaseuttisissa ja elintarvikekosketussovelluksissa PA 12 tarjoaa myös sääntelyetuja joillakin markkinoilla, koska sen uutettava pitoisuus on pienempi ja pintakemia on vakaampi ajan myötä.
Käsittelyerot PA 6:n ja PA 12:n välillä
Molemmat materiaalit ovat kestomuoveja, joita käsitellään ensisijaisesti ruiskuvalulla ja ekstruusiolla, mutta niiden erilaiset sulamispisteet ja kosteusherkkyys johtavat erilaisiin käsittelyvaatimuksiin.
Kuivausvaatimukset
Korkean kosteuden absorptiokykynsä ansiosta PA 6 on erityisen herkkä hydrolyyttiselle hajoamiselle käsittelyn aikana, jos sitä ei kuivata kunnolla. PA 6:lle suositellut kuivausolosuhteet ovat tyypillisesti 80°C 4-8 tuntia kosteutta poistavassa kuivaimessa kosteuspitoisuuden saavuttamiseksi alle 0,2 %. Jos PA 6 ei kuivata kunnolla, seurauksena on jäykkyysjälkiä, pienentynyt molekyylipaino ja heikentyneet mekaaniset ominaisuudet muovatussa osassa. PA6 GF -materiaalien kuivausvaatimukset ovat samat.
PA 12, jonka hygroskooppisuus on paljon pienempi, vaatii vähemmän aggressiivista kuivausta - tyypillisesti 80°C 2-4 tuntia on riittävä. Tämä voi tarjota prosessointitehokkuuden etua suurien volyymien valmistuksessa.
Sulamislämpötila ja muotin lämpötila
PA 6 prosessoidaan sulamislämpötiloissa 240-280°C, kun taas PA 12 käy alemmassa 200-240°C:ssa. Tämä PA 12:n alhaisempi käsittelylämpötila voi joissakin tapauksissa vähentää energiankulutusta ja sykliaikaa. PA 12:n alempi sulamispiste tarkoittaa kuitenkin myös alhaisempaa jatkuvaa käyttölämpötilaa. Tämä on olennaista määritettäessä osia kuumille ympäristöille, kuten autojen alaosat.
Kutistuminen ja vääntyminen
Vahvistamaton PA 6 kutistuu isotrooppisesti noin 1,0–1,5 % muovauksen aikana. PA6 GF -materiaaleissa on anisotrooppista kutistumista – pienempi virtaussuunnassa (noin 0,2–0,5 %) ja suurempi poikittaissuunnassa (noin 0,6–1,2 %) – mikä on otettava huomioon muotin suunnittelussa vääntymisen estämiseksi. PA 12:n kutistuminen on kohtalaista, noin 0,8–1,5 %, ja se käyttäytyy ennakoitavammin ohutseinäisissä osissa luontaisen joustavuuden ansiosta.
Lämpöteho ja pitkäaikainen lämpövanheneminen
PA 6:lla on korkeampi sulamispiste (220–225 °C) ja yleensä parempi lämpöteho kuin PA 12:lla (175–180 °C). Lasikuidulla vahvistettuna PA6 GF -materiaalit voivat toimia jatkuvasti lämpötiloissa jopa 130-150°C (jossa on lämmönvakainpaketteja), joten ne sopivat autojen konepellin alle.
PA 12:n, jonka sulamispiste on alhaisempi, jatkuva käyttölämpötila on tyypillisesti 100–110 °C. Sovelluksissa, jotka vaativat jatkuvaa altistumista moottorin lämmölle tai kohonneille ympäristön lämpötiloille, tämä voi olla hylkäävä rajoitus, joka ajaa suunnittelijat kohti PA6 GF -materiaaleja tai jopa korkeampia lämpötiloja, kuten PA 46:ta tai PPA:ta.
Molemmista materiaaleista on saatavana lämpöstabiloituja laatuja. PA6 GF30 HS (lämpöstabiloitu) -laatuja määritetään yleisesti moottorin osiin, joissa odotetaan jatkuvaa 150 °C:n altistumista, ja lyhytaikaiset huiput jopa 170 °C:seen. Lämpöstabiloidut PA 12 -laadut pidentävät käyttöiän noin 120 °C:een jatkuvaan lämpötilaan – parannus, mutta silti pienempi kuin PA6 GF vastaavissa sovelluksissa.
Tyypilliset sovellukset: Missä kutakin materiaalia käytetään
PA 6-, PA6 GF- ja PA 12 -materiaalien erilaiset ominaisuusprofiilit johtavat luonnollisesti erilaisiin käyttöalueisiin. Seuraava erittely heijastaa todellisia käyttötottumuksia tärkeimmillä toimialoilla.
PA 6 ja PA6 GF — Ensisijaiset käyttöalueet
- Autot: Imusarjat (PA6 GF30/GF50), moottorin suojukset (PA6 GF30 HS), ilmansuodatinkotelot, turvavyökomponentit, poljinjärjestelmät, pyöränsuojukset
- Sähkö ja elektroniikka: Katkaisijakotelot, liitinlohkot, kojeistokomponentit, nippusiteet, moottorin kotelot
- Teollisuuden koneet: Hammaspyörät, laakerit, holkit, kuljetinhihnakomponentit, pumppupesät
- Kulutustavarat: Sähkötyökalujen kotelot, polkupyörän komponentit, matkatavararungot, urheilutarvikkeet
- Tekstiili: Lanka, sukat, vaatekankaat (vahvistamaton PA 6 -kuitu)
PA 12 – Ensisijaiset sovellusalueet
- Autojen letkut: Polttoaineletkut, jarruletkut, hydrauliletkut, höyrynhallintaletkut, kuorma-autojen ilmajarruletkut
- Teollinen nesteiden käsittely: Pneumaattiset letkut, kemikaalien siirtolinjat, paineilman jakelu
- Lääketieteelliset laitteet: Katetrikomponentit, kirurgisten instrumenttien kahvat, lääkkeenantolaitteiden kotelot
- 3D-tulostus (SLS): PA 12 -jauhe on hallitseva materiaali selektiivisessä lasersintrauksessa sen tasaisen sulamiskäyttäytymisen ja jälkikäsittelyn joustavuuden ansiosta
- Offshore ja merenalainen: Taipuisat putket, kaapelivaippa, napakomponentit öljy- ja kaasuinfrastruktuuriin
- Jalkineet: Ski monokomponentit, urheilukenkien osat, jotka vaativat joustavuutta pakkasessa
Kustannusarviot: PA 6 vs. PA 12 Taloudellinen todellisuus
Kustannukset ovat usein ratkaiseva tekijä materiaalin valinnassa, ja PA 6:lla on tässä huomattava etu. PA 12 maksaa tyypillisesti 2–3 kertaa enemmän kilolta kuin PA 6 , ja tämä palkkio laajenee edelleen, kun verrataan PA6 GF30:tä PA 12:een. Hintaero heijastelee raaka-ainetaloudellisuutta – laurolaktaami (PA 12 -monomeeri) on monimutkaisempi ja vähemmän valmistettu kemikaali kuin kaprolaktaami (PA 6 -monomeeri), jota valmistetaan maailmanlaajuisesti erittäin suuressa mittakaavassa.
Kustannussäästöt ovat merkittäviä suurille kulutustuotteille tai auton rakennekomponenteille, joissa suunnittelussa voidaan käyttää PA 6- tai PA6 GF -materiaaleja. Suuri autojen OEM-valmistaja, joka tuottaa 500 000 imusarjaa vuodessa käyttämällä PA6 GF30:tä PA 12 -vastaavan sijasta (jos sellainen olisi olemassa riittävän jäykkällä), säästäisi raaka-aineissa miljoonia dollareita vuosittain.
PA 12:n hinta on perusteltu vain silloin, kun sen erityisominaisuudet – kosteudenkestävyys, kemikaalinkestävyys, joustavuus, suorituskyky matalassa lämpötilassa – ovat aidosti sovelluksen vaatimia. PA 12:n ylimäärittely, jossa PA 6 tai PA6 GF -materiaalit riittäisivät, on yleinen mutta tarpeeton kustannus vähemmän kokeneissa suunnitteluohjelmissa.
PA 6, PA6 GF ja PA 12 lisäainevalmistuksessa
Lisäainevalmistuksen, erityisesti selektiivisen lasersintrauksen (SLS) yhteydessä PA 12 hallitsee jauhepetifuusiomarkkinoita. Sen alempi sulamispiste, kapea sulamisalue ja suotuisa uudelleenjähmettymiskäyttäytyminen helpottavat käsittelyä SLS-järjestelmissä ilman käyttämättömän jauheen liiallista hajoamista rakennusten välillä. Maailman laajimmin käytetty kaupallinen SLS-jauhe – EOS PA 2200 – on PA 12 -laatua.
PA 6 ja PA6 GF -materiaalit on onnistuneesti mukautettu SLS:ään, ja useat toimittajat tarjoavat nyt PA6-pohjaisia jauheseoksia, jotka on vahvistettu lasihelmillä tai hiilikuidulla jäykkyyden lisäämiseksi. Kuitenkin PA 6:n korkeampi sulamispiste ja kapeampi prosessiikkuna tekevät siitä vaativamman SLS-järjestelmissä, eikä se ole saavuttanut samaa markkinoille saattamista kuin PA 12 tässä prosessissa.
FDM (Fused Deposition Modeling) -mallinnusta varten PA 6 -filamentit ovat saatavilla, mutta vaativat korkean lämpötilan ekstruudereita (yli 240 °C suutin) ja koteloita, koska materiaali imee kosteutta ja vääntyy. PA 12 toimii paremmin ulkoilma-FDM-ympäristöissä alhaisemman kosteuden imeytymisen ja paremman kerrosten tarttuvuuden ansiosta alhaisemmissa käsittelylämpötiloissa.
Kestävyys ja kierrätettävyys
Sekä PA 6 että PA 12 ovat kestomuoveja ja ne ovat teoriassa kierrätettävissä uudelleensulattamalla, vaikka niiden mekaaniset ominaisuudet heikkenevät jokaisen käsittelysyklin aikana ketjun katkeamisen ja molekyylipainon pienenemisen vuoksi. Käytännössä post-industrial Recycled (PIR) -sisältöä käytetään yleisemmin ei-kriittisissä sovelluksissa, kuten nippusiteissä, putkissa ja ruiskupuristetuissa koteloissa.
PA 6:lla on merkittävä etu kemiallisessa kierrätyksessä. Kaprolaktaami (PA 6 -monomeeri) voidaan ottaa talteen PA 6 -jätteestä depolymeroimalla ja käyttää uudelleen ensiluokkaisen polymeerin tuotannossa. Yritykset, kuten DSM (nykyisin Envalior) ja Lanxess, ovat kehittäneet kaupallisia prosesseja tätä varten. PA 12 -kemiallinen kierrätys on vähemmän kehittynyttä ja kaupallisesti vähemmän kypsää.
Hiilijalanjäljen osalta PA 12:lla on suurempi ympäristökuormitus kilogrammaa kohden johtuen sen monomeerin monimutkaisemmasta synteesireitistä. Koska PA 12 -osat voivat kuitenkin kestää pidempään aggressiivisissa ympäristöissä ilman kosteuden ja kemikaalien aiheuttamaa hajoamista PA 6:ssa, elinkaarianalyysi suosii joskus PA 12:ta sovelluksissa, joissa se eliminoi ennenaikaiset viat ja vaihdot.
Molemmista materiaaleista on olemassa biopohjaisia versioita. Biopohjainen PA 6 (käytetään bioperäistä kaprolaktaamia uusiutuvista raaka-aineista, kuten risiiniöljystä) ja biopohjainen PA 12 (risiiniöljystä johdettu laurolaktaami on ollut kaupallisesti saatavilla vuosikymmeniä, kuten Evonik on valmistanut Vestamid-tuotemerkillä) ovat molemmat saatavilla suunnittelijoille, jotka haluavat vähentää riippuvuutta fossiilisista polttoaineista.
Kuinka valita PA 6:n, PA6 GF:n ja PA 12:n välillä
Päätöksen näiden materiaalien välillä tulisi tehdä hakemusvaatimusten järjestelmällisen arvioinnin perusteella. Seuraava opas tarjoaa aloituskehyksen:
| Suunnitteluvaatimus | Suositeltu materiaali |
|---|---|
| Maksimaalinen jäykkyys ja lujuus alhaisin kustannuksin | PA6 GF30 tai PA6 GF50 |
| Taipuisa letku tai letku kosketuksiin polttoaineiden tai hydraulinesteen kanssa | PA 12 |
| Rakennekiinnike, kotelo tai konepellin alla oleva komponentti 150°C asti | PA6 GF30 HS tai PA6 GF50 HS |
| Ulkoosa, jossa UV- ja kosteusaltistus, ei suurta kuormitusta | PA 12 (tai PA6 UV-stabilisaattorilla) |
| Tarkkuuskomponentti, joka vaatii tiukkaa mittatoleranssia | PA 12 tai PA6 GF (anisotropia harkitaan) |
| SLS 3D-tulostussovellus | PA 12 jauhe |
| Vaihteisto tai laakeri, jolla on pieni kitkavaatimus | PA 6 (voideltu laatu tai MoS₂ täytetty) |
| Joustavuutta vaativa osa, joka toimii -30°C:ssa tai sen alapuolella | PA 12 |
Kun päätös on tämän alkuseulonnan jälkeen vielä epäselvä, kannattaa pyytää tavarantoimittajilta materiaalikoenäytteitä ja suorittaa sovelluskohtaiset testaukset, mukaan lukien ilmastointi odotettuun käyttökosteuspitoisuuteen ennen mekaanisten ominaisuuksien mittaamista. Kuivatun PA 6:n testaus käsitellyn PA 12:n kanssa vääristää vertailua epärealistiseen suuntaan – vertaa aina materiaaleja vastaavissa käsittelytiloissa, jotka edustavat todellisia käyttöolosuhteita.